Alumina (Al₂O₃) ceramics are widely used in semiconductor packaging, power electronics, LED modules, RF devices, sensors, and ceramic PCBs because of their excellent electrical insulation, thermal stability, and mechanical strength. As electronic components continue to shrink, manufacturers are increasingly required to produce high-density micro holes with tighter tolerances and higher reliability.
Laser drilling has become the preferred solution for this task. Among the available methods, Laser Percussion Drilling and Spiral Trepanning are the two most commonly used processes. While both can produce precision micro holes, they are designed for different manufacturing priorities.
This article compares the two techniques in terms of drilling speed, hole quality, production efficiency, and application suitability to help manufacturers choose the right process.
Quick Comparison
| Requirement | Recommended Process |
| Highest drilling speed | Percussion Drilling |
| Large array drilling | Percussion Drilling |
| Hole diameter ≥100 μm | Percussion Drilling |
| Hole diameter <100 μm | Spiral Trepanning |
| Low taper requirement | Spiral Trepanning |
| Minimal edge chipping | Spiral Trepanning |
| High-reliability electronic packaging | Spiral Trepanning |
| Thick alumina substrates (>1 mm) | Spiral Trepanning |
In general, percussion drilling maximizes throughput, while spiral trepanning delivers superior hole quality and dimensional consistency.
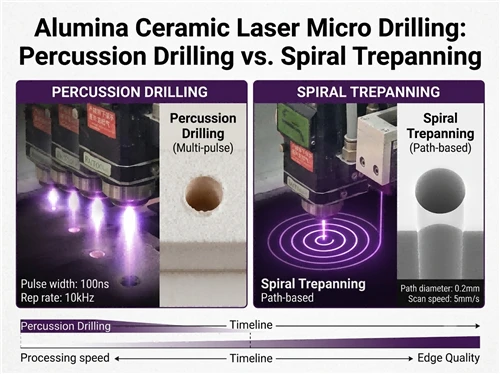
What Is Laser Percussion Drilling?
Laser percussion drilling creates a hole by focusing the laser beam at a fixed position while multiple laser pulses continuously remove material until the substrate is fully penetrated.
Because the laser remains stationary during drilling, scanner motion is minimized, allowing extremely fast processing speeds. Combined with galvanometer scanning and flying drilling technology, percussion drilling is particularly suitable for large arrays of identical holes.
Advantages
Extremely high drilling speed
Ideal for high-volume production
Efficient for thin alumina substrates
Compatible with flying drilling systems
Limitations
Larger hole taper
Higher thermal stress
Greater risk of edge chipping and micro-cracks
Less suitable for ultra-small or deep micro holes
What Is Spiral Trepanning?
Spiral trepanning removes material gradually along a programmed spiral path. Instead of concentrating laser energy at one point, the beam scans from the center toward the final hole diameter layer by layer.
Although this process requires a longer machining time, it significantly reduces thermal stress and provides better control over hole geometry.
Advantages
Excellent hole roundness
Lower taper
Minimal edge chipping
Better sidewall quality
Improved process stability for precision applications
Limitations
Slower drilling speed
Lower throughput for large hole arrays
Higher equipment cycle time
Why Is Percussion Drilling Faster?
The primary reason is the difference in beam motion.
During percussion drilling, the laser remains fixed while successive pulses remove material vertically through the substrate. Since there is no spiral scanning path, the process minimizes scanner movement and shortens the machining cycle.
By contrast, spiral trepanning requires the laser to continuously follow a circular path over multiple revolutions, gradually enlarging the hole until the desired diameter is achieved. This additional scanning time makes the process inherently slower.
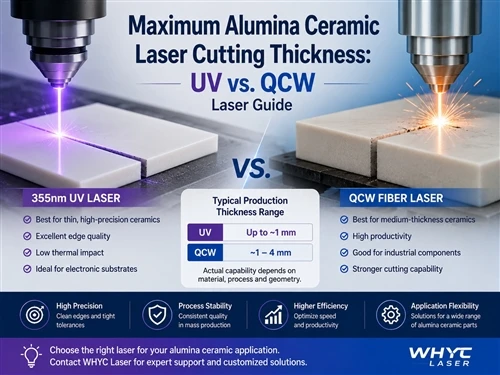
Under optimized production conditions, QCW fiber laser systems can achieve drilling rates of up to 300 holes per second for thin alumina substrates with relatively large hole diameters. Actual productivity depends on material thickness, hole diameter, laser source, and quality requirements.
Speed Comparison
| Comparison Item | Percussion Drilling | Spiral Trepanning |
| Thin substrates(≤0.635 mm) | Excellent | Good |
| Hole diameter ≥100 μm | Excellent | Moderate |
| Hole diameter <100 μm | Moderate | Excellent |
| Large hole arrays | Excellent | Moderate |
| Overall throughput | Very High | Medium |
For applications where production speed is the primary objective, percussion drilling is usually the preferred solution.
Hole Quality Comparison
Speed is only one aspect of manufacturing performance. Hole quality often determines the final product yield.
| Quality Parameter | Percussion Drilling | Spiral Trepanning |
| Edge chipping | Moderate | Low |
| Hole taper | Higher | Lower |
| Roundness | Good | Excellent |
| Sidewall finish | Good | Excellent |
| Thermal damage | Higher | Lower |
| Dimensional consistency | Good | Excellent |
Because spiral trepanning removes material gradually, it generates lower thermal stress, resulting in cleaner hole edges, smaller taper, and improved consistency. For semiconductor packaging and other high-reliability applications, these quality advantages often outweigh the slower machining speed.
Choosing the Right Process
The best drilling method depends on the balance between productivity and quality.
Choose Percussion Drilling When:
Alumina thickness is ≤0.635 mm
Hole diameter is 100 μm or larger
High-volume production is required
Slight taper is acceptable
Production efficiency is the highest priority
Typical applications include LED substrates, general ceramic PCBs, and other large-scale industrial components.
Choose Spiral Trepanning When:
Hole diameter is below 100 μm
Tight dimensional tolerance is required
Low taper and minimal chipping are critical
Thick alumina substrates are being processed
High-reliability electronic packaging is required
Typical applications include semiconductor packages, power modules, RF devices, automotive electronics, and medical ceramic components.
Throughput vs. Yield
One common misconception is that the fastest drilling process always provides the highest production capacity.
In practice, manufacturers should focus on qualified parts per hour, not simply holes per second.
For standard industrial products, percussion drilling often delivers the highest output. However, for applications requiring extremely small holes or stringent quality standards, spiral trepanning typically produces a higher overall yield by reducing defects, rework, and scrap.
The most productive process is therefore the one that consistently delivers the greatest number of acceptable parts-not necessarily the shortest drilling time.
Conclusion
Both laser percussion drilling and spiral trepanning play important roles in alumina ceramic micro drilling.
Percussion drilling is the preferred choice for manufacturers seeking maximum throughput on thin substrates and larger micro holes. Spiral trepanning, on the other hand, offers superior hole geometry, lower thermal damage, and greater process stability for demanding electronic and semiconductor applications.
Rather than asking which process is universally better, manufacturers should evaluate substrate thickness, hole diameter, quality requirements, and production volume before selecting the most appropriate drilling method.YCLASER specialize in precision laser micromachining solutions for advanced ceramic materials, including alumina (Al₂O₃), aluminum nitride (AlN), zirconia (ZrO₂), silicon nitride (Si₃N₄), silicon carbide (SiC), and other technical ceramics.
With extensive application experience in laser cutting, micro drilling, scribing, and profiling, our engineering team helps customers select the most suitable laser process based on material properties, hole specifications, and production requirements-ensuring the optimal balance between quality, efficiency, and cost.
Contact YCLASER for sample testing and professional application support.