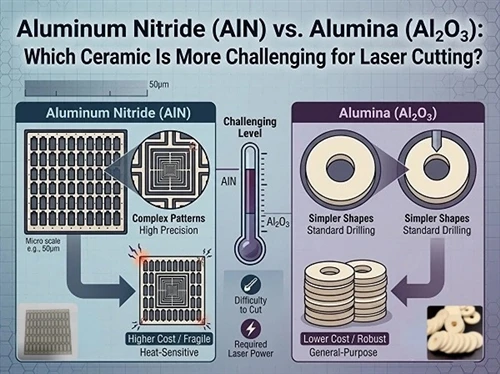
Alumina ceramic (Al₂O₃) is widely used in electronic packaging, sensors, and precision structural components due to its high hardness, excellent electrical insulation, and high-temperature resistance. However, traditional mechanical machining often causes chipping and cracking, making laser non-contact processing one of the preferred solutions for micro-hole fabrication in advanced ceramics.
So, how small of a hole can a laser drill in alumina ceramic?

Taking the Yuchang Laser YC-TC01 Ceramic Laser Processing Machine as an example, a conventional infrared fiber nanosecond laser (1064 nm) can achieve a minimum hole diameter of approximately 50 μm on alumina ceramics under ideal conditions. However, this limit is typically achievable only on ceramic substrates around 500 μm thick. For substrates thicker than 500 μm, the stable industrial through-hole diameter generally ranges from approximately 80–200 μm.
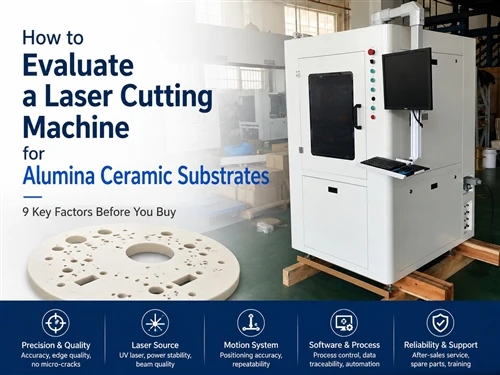
The YC-TC01 integrates laser cutting, drilling, and scribing functions into a single platform. Typical standard configurations include: Laser power: 150 W, Pulse width: 50–200 ns, Spot size: 50 μm. The system is designed for hard and brittle advanced ceramic materials such as alumina, silicon nitride, and zirconia. It can achieve stable mass production of φ50–80 μm through holes in ceramic substrates, making it suitable for applications requiring high precision, flexibility, and processing efficiency.
The machine performs especially well in small-batch and multi-variety production environments.
For ceramic plates thicker than 3 mm, the typical hole diameter increases to approximately φ200–500 μm, while hole taper becomes more noticeable and the exit diameter tends to become smaller.
Can UV Laser Drilling Achieve Higher Precision?
UV laser(355 nm) processing is dominated by cold ablation and "peeling-type" material removal. The heat-affected zone can be reduced to approximately 10–50 μm, with almost no obvious recast layer.
Because the focused spot size can be reduced to around 20 μm, UV laser systems can achieve more stable small through-holes in alumina ceramics while significantly reducing thermal damage, edge chipping, and microcracks.
Infrared fiber nanosecond lasers (1064 nm) generally have larger spot sizes and stronger thermal effects. Under the same drilling conditions, the risk of edge chipping and cracking is higher compared with UV laser systems.
Therefore, although nanosecond fiber lasers (1064 nm) are slightly weaker than UV nanosecond lasers in alumina micro-hole processing capability, they still offer important advantages including lower cost, high stability, and easier maintenance.
Key Factors Affecting Hole Diameter
1. Focused Spot Size (The Most Direct Factor)
Since UV lasers have shorter wavelengths than infrared lasers (1064 nm), they can achieve smaller focused spots and are therefore more suitable for micro-hole drilling. Combined with high-precision galvanometer systems and dynamic focusing optics, positioning accuracy can reach ±2 μm, enabling stable control of hole diameters around 40 μm.
2. Material Thickness & Hole Depth
Thin ceramic substrates (<1 mm): Easier to process small through-holes with higher yield rates
Thick ceramic substrates (>2 mm): Hole diameter tends to increase with drilling depth
For deep holes (>5 mm), the minimum achievable diameter is generally around 100 μm, while taper control becomes increasingly important.
3.Processing Parameters
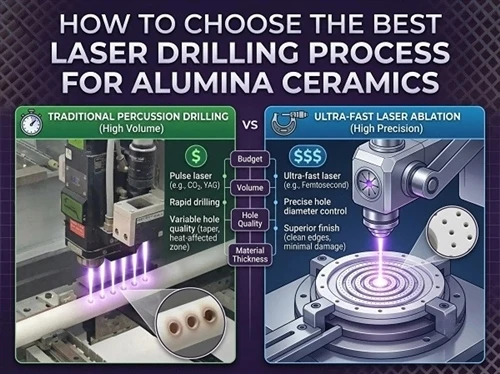
Single-pulse Spot Drilling: Larger hole diameter; severe edge chipping (≥100 μm). Rotary Cutting / Helical Scanning: Smallest and roundest holes; minimal taper (the preferred method for diameters of φ50–80 μm).
Power: Excessively high power results in larger hole diameters and edge chipping; excessively low power prevents full penetration. Power levels must be carefully matched to the material's processing threshold.
Scanning Speed: Higher speeds result in smaller hole diameters; speeds of 200–400 mm/s yield high-quality through-holes.
Assist Gas: Oxygen acts as a combustion aid; nitrogen provides cooling. Both gases influence the resulting hole diameter and edge quality.
4.Alumina Purity
99% Dense Alumina: More difficult to process; results in larger hole diameters and a higher susceptibility to cracking.
96% Porous Alumina: Relatively easier to process; facilitates the creation of smaller-diameter holes.
Summary & Equipment Selection Recommendations
Mass Production Applications (Cost Priority)
Nanosecond fiber lasers are recommended for stable production of 50 μm micro-holes on 0.5–2 mm ceramic substrates, offering an excellent balance of cost and reliability.
Precision Applications (Quality Priority)
UV picosecond lasers are recommended for 20–50 μm micro-hole processing with minimal chipping and cracking, especially for ultra-thin ceramic substrates.
Extreme Precision Applications (Research & High-End Manufacturing)
Femtosecond laser systems can achieve 5–10 μm micro-holes with ultra-cold processing capability, making them suitable for micro/nano-scale manufacturing applications.
YCLASER specializes in high-precision laser equipment and also provides contract processing services for various hard and brittle materials. Customers interested in hard and brittle materials laser solutions are welcome to contact us for free sample testing and processing evaluation.