As alumina ceramic substrates become thinner and electronic devices continue to shrink, manufacturers are placing greater demands on laser-drilled micro holes. In applications such as semiconductor packaging, ceramic PCBs, power modules, RF devices, and medical ceramics, hole quality directly affects metallization, assembly reliability, and long-term product performance.
Among various laser drilling methods, spiral trepanning is widely recognized as the preferred process for achieving high-quality micro holes. Although it is generally slower than laser percussion drilling, its superior dimensional accuracy and process stability often make it the better choice for precision manufacturing.
This article explains why spiral trepanning consistently produces better micro hole quality in alumina ceramics and when it should be selected over faster drilling methods.
Why Does Hole Quality Matter?
Micro hole quality is far more than appearance. Even small defects can negatively impact downstream manufacturing processes and product reliability.
Poor-quality holes may lead to:
Edge chipping
Micro-cracks
Excessive hole taper
Rough sidewalls
Poor metallization adhesion
Reduced mechanical strength
Lower production yield
For industries with strict quality standards, improving hole quality is often more valuable than simply increasing drilling speed.
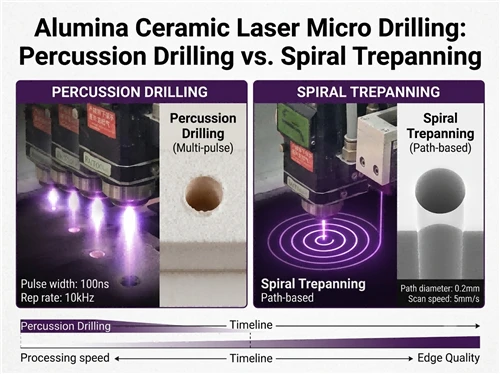
How Spiral Trepanning Works
Unlike percussion drilling, which concentrates multiple laser pulses at a fixed point until the material is penetrated, spiral trepanning removes material gradually along a programmed spiral path.
The laser beam starts near the center of the hole and progressively moves outward while removing thin layers of material. Instead of generating a large amount of heat in one location, energy is distributed more evenly throughout the machining process.
This controlled material removal is the key reason spiral trepanning delivers superior hole quality.
Lower Thermal Stress
One of the biggest challenges when laser drilling alumina ceramics is thermal stress.
Alumina is a hard and brittle material. When excessive heat is concentrated in a small area, thermal expansion and contraction can generate internal stress that causes cracks or edge damage.
Because spiral trepanning removes material layer by layer, heat accumulation is significantly reduced. The lower thermal load minimizes stress around the hole and improves machining stability.
As a result, spiral trepanning is particularly suitable for applications requiring high structural integrity.
Reduced Edge Chipping
Edge chipping is one of the most common quality issues in ceramic laser drilling.
During high-energy percussion drilling, molten material and thermal shock can easily break ceramic grains near the hole entrance, producing irregular chips around the edge.
Spiral trepanning reduces this risk by distributing laser energy over a larger cutting path rather than concentrating it at a single point.
Typical benefits include:
Smaller edge defects
Cleaner hole entrances
Improved dimensional consistency
Better appearance after metallization
For ceramic substrates used in electronic packaging, minimizing edge chipping is essential for maintaining process reliability.
Lower Hole Taper
Hole taper refers to the difference between the entrance and exit diameters of a through hole.
Large taper angles can create problems during:
Via metallization
Pin insertion
Fluid flow applications
Precision assembly
Because spiral trepanning gradually enlarges the hole while allowing precise control of the laser path, it typically produces more uniform sidewalls and lower taper than percussion drilling.
For applications requiring nearly cylindrical holes, spiral trepanning is generally the preferred solution.
Better Hole Roundness
Hole roundness becomes increasingly important as hole diameter decreases.
Poor roundness can affect:
Electrical performance
Mechanical alignment
Connector assembly
Sensor accuracy
Since spiral trepanning follows a controlled circular trajectory, the final hole geometry is usually more consistent than holes produced by stationary drilling.
This makes the process particularly suitable for precision micro holes below 100 μm.
Cleaner Sidewalls
Hole sidewall quality influences both mechanical strength and subsequent manufacturing processes.
Rough sidewalls may trap debris, reduce coating adhesion, or increase stress concentration.
Because spiral trepanning removes material gradually using multiple controlled passes, it generally produces:
Smoother sidewalls
Less recast material
Lower heat-affected zones
Easier post-processing and cleaning
These advantages are especially valuable in semiconductor and high-reliability electronic applications.
Improved Process Stability
Mass production requires more than producing a single good hole.
Manufacturers need every hole across thousands of workpieces to meet the same quality standard.
The controlled material removal mechanism of spiral trepanning helps reduce process variation caused by:
Material thickness changes
Minor laser power fluctuations
Thermal accumulation
Beam positioning errors
As a result, spiral trepanning often delivers better consistency during continuous production.
When Should You Choose Spiral Trepanning?
Although percussion drilling remains the fastest drilling method, spiral trepanning is generally recommended when quality is the primary concern.
Typical applications include:
Semiconductor ceramic substrates
Power electronic modules
Ceramic PCBs
RF and microwave components
Medical ceramic devices
Automotive electronics
High-density interconnect substrates
It is also the preferred choice when:
Hole diameter is below 100 μm
Low taper is required
Edge chipping must be minimized
Thick alumina substrates are processed
Long-term product reliability is critical
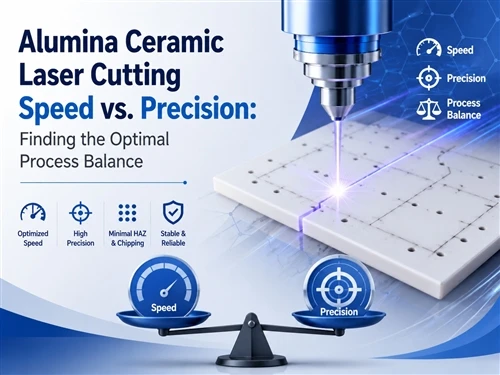
Speed vs. Quality: Finding the Right Balance
Choosing a laser drilling process should never be based solely on drilling speed.
While percussion drilling can produce more holes per second, poor hole quality may increase inspection time, rework, and material scrap.
Spiral trepanning typically requires a longer machining cycle, but its higher consistency and lower defect rate often result in greater effective production efficiency.
For manufacturers of high-value electronic components, overall production yield is usually a more meaningful performance indicator than drilling speed alone.
Conclusion
Spiral trepanning has become the preferred laser drilling method for high-quality alumina ceramic micro holes because it removes material gradually, reduces thermal stress, and provides greater control over hole geometry.
Compared with percussion drilling, it offers significant advantages in edge quality, taper control, roundness, sidewall finish, and production consistency. Although the process is slower, its superior hole quality often leads to higher manufacturing yield and better long-term product reliability.
When selecting a laser drilling process, manufacturers should consider not only processing speed but also the quality requirements of the final application. For demanding electronic, semiconductor, and medical ceramic components, spiral trepanning remains one of the most reliable solutions available.
Why Choose YCLASER?
YCLASER specializes in precision laser micromachining solutions for advanced ceramics, including alumina (Al₂O₃), aluminum nitride (AlN), zirconia (ZrO₂), silicon nitride (Si₃N₄), and silicon carbide (SiC).
With extensive experience in ceramic laser cutting and micro drilling, we help customers select the most suitable processing technology based on material characteristics, hole dimensions, quality requirements, and production targets.
Whether your project requires ultra-fast percussion drilling or high-precision spiral trepanning, our engineering team can provide customized laser solutions designed to maximize both manufacturing efficiency and product quality.
Contact YCLASER to discuss your application, request sample testing, or receive a customized laser processing solution.